A.T.S. is qualified supplier for fully cooled standard ball electrodes in copper alloy or partially cooled swinging ball electrodes.
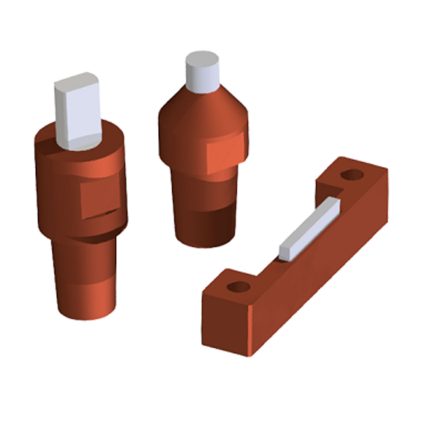
The swinging ball electrode is used during resistance welding for points to improve the final appearance of the welding point; in fact, thanks to the swinging ball they are particularly suitable for performing welding points on uneven flat surfaces.
The completely cooled ball electrode, thanks to a special gasket guarantees the watertight sealing of the upper part. The water is able to circulate along the joint and reaches the top of the electrode ensuring a superior aesthetic result of the welding than the partially cooled ball electrode.
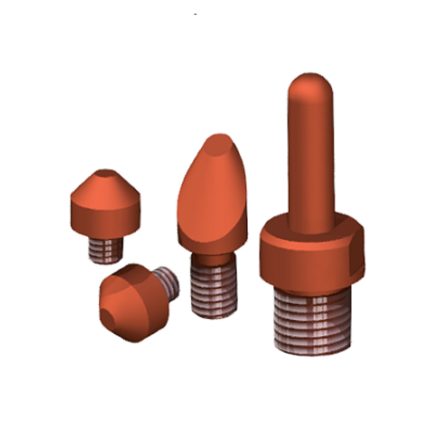
BALL ELECTRODES IN COPPER ALLOY
A.T.S. is a qualified supplier of copper alloy ball electrodes for both standard sizes and customer specifications.
The swinging ball electrode is used in spot resistance welding to improve the final appearance of the welding point.
In fact, thanks to the swinging ball made of copper alloy, this electrode model is particularly suitable for performing welding points on uneven flat surfaces.
Moreover, having a large contact surface with the part to be welded, the current, during its passage in the welding process, is distributed in a greater area (ball electrode head), giving rise to an aesthetically better welding point.
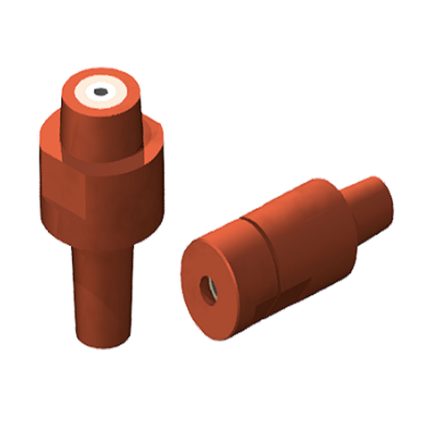
In resistance welding machines, the swinging ball electrodes are generally made totally cooled, more recommended, but they can also be built with a partial cooling system.
In the first case the cooling is not limited to the body of the electrode but continues up to the head, which being hollow inside, allows the recirculation of the cooling water.
The sealing of the cooling water of the head is allowed by the use of an O-ring seal, which prevents its leakage.
In the second case, which is for partially cooled ball electrodes, the cooling duct is limited only to the body of the copper alloy electrode, resulting in a reduction of the cooling action, as the water remains at a greater distance from the affected welding area.